
导读:
“汽蚀现象”是制药行业经常发生的一个工程现象,此现象在高温运行的注射用水和浓配输送系统中尤为突出,如过热水消毒时,常听到泵腔内叶轮发生空转并发出巨大的“嗡嗡”声。下面就一起跟意凯乳化机小编来了解一下汽蚀现象的定义、危害、易发工况及解决办法。
汽蚀现象的定义
通俗地讲,泵在运转中,若其过流部分的局部区域(通常是叶轮叶片进口稍后的某处)因为某种原因,抽送液体的绝对压力降低到当时温度下的液体汽化压力时,液体便在该处开始汽化,产生大量蒸气并形成气泡,当含有大量气泡的液体经过叶轮内的高压区时,气泡周围的高压液体致使气泡急剧地缩小以至破裂,并形成“汽蚀现象”。
汽蚀现象的危害
“汽蚀现象”的危害非常大,在气泡凝结破裂的同时,液体质点以很高的速度填充空穴,在此瞬间产生很强烈的水击作用,并以很高的冲击频率打击金属表面,冲击应力可达几百至几千个大气压,冲击频率可达每秒几万次,经过一段时期之后,金属就会产生“疲劳”,金属表面开始呈蜂窝状,随之应力更加集中,叶片出现裂缝和剥落。在这同时,由于水和蜂窝表面间歇接触之下,蜂窝的侧壁与底之间产生电位差,引起电化腐蚀,使裂缝加宽,最后,几条裂缝互相贯穿,达到完全蚀坏的程度(图2.44)。
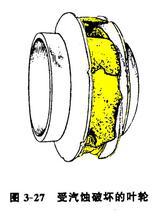
图2.44汽蚀现象及其危害
汽蚀易发工况
容易发生泵体“汽蚀现象”的工况包括:
- 物料温度过高,如过热水灭菌的注射用水、高温CIP液、高温料液等;
- 系统出现真空状况,如脱氧水系统;
- 随着制药用水的不断消耗,罐内液位逐步降低而导致,如注射用水罐补水速度不够而瞬时用水量很大导致液位的快速下降。
汽蚀现象公式分析
在工程行业,如下公式有助于分析泵体的“汽蚀现象”。NPSHa为实际工况值,NPSHa=A值(罐体压力,一般为大气压)+B值(液位到泵进口的高度差)-C值(泵入口端管网阻力损失)-D值(一定温度下水的饱和蒸汽压);NPSHr为泵体设计的气蚀余量值,为泵体出厂固定值。通常情况下,当NPSHa<NPSHr时,系统会发生“汽蚀现象”;当NPSHa较NPSHr高0.6〜1.Om时,离心泵不会发生“汽蚀现象”(图2.45)。

图2.45汽蚀现象原理图
解决办法
以注射用水过热水灭菌时发生泵体汽蚀现象为例,采用如下方法将有助于合理解决注射用水泵体“汽蚀现象”的发生。
- ①增加A值。通入洁净气体给罐内加压,保证罐体气相压力适当升高;泵体出口安装诱导轮;罐底部安装防璇涡挡板。
- ②增加5值。过热水灭菌初期,适当调高罐内液位;适当降低泵体安装高度;合理设计水机产能和储罐容积,避免系统运行时出现水罐液位快速下降。
- ③减小C值。适当增加泵体入口端管径;减少泵体入口端距离;保证输送泵进口端管路平稳,减少弯头数量;适当降低泵体过热水循环时的流速。
- ④减小D值。注射用水正常运行时,维持水温在70~80°C,不要超过85°C为宜。
减小其实现象的装置
诱导轮(图2.46)是在泵轴前端加一个类似螺旋桨的装置。诱导轮的主要作用包括增大输送泵的进口端压力、降低输送泵的气蚀余量值、在现有系统中使用诱导轮可以将汽蚀现象减小到最小、在新的系统中使用诱导轮可以最大限度地降低部件的高度并满足现场安装空间的局限。


图2.46诱导轮





